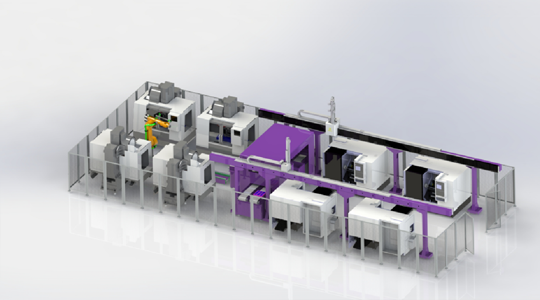




自动化生产线的应用于人工操作看似并无多大差距,但是实际应用过程中有巨大差异,我们通过采集市场上其他品牌的的自动化生产线在客户使用情况,我们发现100条产线中,能够稳定运行持续为客户创造价值的只有40条,包括前面40天在内的,能够使用的总计不超过70条,剩余的30条都是不能使用或是使用的很不稳定的,其中50%为机器人非标制造的不稳定,50%是产线的应用问题,应用问题主要在加工工艺的优化、工序的集中处理、复杂工况的处理上(缠绕屑、夹伤、形变)、刀具的优化、机床夹具的方式、产线布局的合理性问题上,而应用问题通常做自动化的公司都交由客户自行处理,自动化公司不会为客户提供此类方案,而太阳集团娱乐场登陆网站科技为客户提供整体解决方案,我们从工件加工工艺的分析、节拍的换算、工艺的集中、切削参数的调整、机床断屑方案、刀具和刀杆选型、辅助设备选型、机床应用参数调整、夹具设计和改良、产线布局的一整套方案,我们拥有6名资深应用工程师,只针对产线的应用进行优化和布局,确保我们交付的产线100%为客户创造价值;
1、机床夹具的考虑和应用,主要影响因素:
机床夹具的夹持精度、稳定性,简单的例如:数控车床卡爪修整,在产线应用的情况下我们考虑因素:
l 装夹力的可靠性,工件夹持必须安全,夹紧的摩擦力够,工件夹紧后不能松动或是变形;
l 装夹对工件产生的形变,针对于薄壁件、软材,我们需要为客户考虑夹持方式和受力点,来保证工件的不变形同时夹持不松动;
l 卡爪的自动清洁,卡爪的设计必须能够满足工件加工过后工件取出后夹爪能够清洁方便,不会留下残渣,影响下个工件的装夹;
l 装夹工件的检测,工件装夹在机床上后,装夹到位的检测,这样确保每一个工件装夹到位;
 |  |  |
修改前卡盘卡爪 修改前整个,不利于排屑 | 修改后卡盘卡爪 修改后利于排屑 | 修改应用自动化产线的车床上,工件拿取后,通过吹气可以将卡盘的上铁屑清理干净,因为铁屑问题影响产线的整体运行; |
 |  |
为了便于机器人自动装卸设计的车床自动夹具,因为人工情况应用的产线夹具和自动化产线情况下应用的夹具不同,此夹具必须考虑加工精度稳定、夹持力满足,同时考虑异性工件的形变以及夹具的自清洁功能; | |
 |  |
大型薄壁零件的夹具,确保夹紧力的前提下控制薄壁零件的形变和切削时产生的震动的松脱; | |
 |  |
便于零件机器人拿取并带自动清洁和检测的立式车床夹具的,同比常规的立车自动夹具多清洁和检测功能; | |
 |  |
与常规的加工中心自动夹具项目,此夹具具备工件装夹的自动检测,夹具自清洁,由于在产线设计,我考虑夹具设计的导向功能,便于机器人交换装夹; | |
2、加工工艺优化和断屑解决案例
 |  |
自动产线的断屑的解决方案,45号钢,车削断屑 | |
 |  |  |
自动化自动产线的断屑的解决方案,42Cr调质HRC35°,车削断屑 | 铝件的短屑方案,采用带短屑的PCD刀具应用 | |
 |  |
便于断屑的刀杆改良 | 便于高刚性切削提供的刀杆改良,确保客户效率 |
 |  |
为提高T型螺纹切削效率和解决振刀问题,我们优化的刀具方案 | |
 |  |  |
为了提高高精度喷油嘴盲孔加工和斜孔加工,我们为客户提供的机床附件优化和工艺优化 我们太阳集团娱乐场登陆网站科技在用核心团队的核心解决能力,为客户提供了整体解决方案,为客户创造核心价值,确保每一个客户的每一条产线稳定、高效、可靠的运行!! | ||


